
《模具型腔加工的刀柄选择》
形腔加工在模具中很常见,其特性要求刀柄防干涉性能要好。在以往的型腔加工中,常采用订制加长刀具或使用热缩刀柄夹持的方式加工。 近年来,越来越多的客户选择使用液压刀柄。那么,究竟什么是液压刀柄,它有什么特点呢?
(一) 液压刀柄的种类

液压刀柄的工作原理是,通过推压油腔体内的液压油,使腔体膨胀,孔径缩小,从而实现夹紧刀柄。 液压刀柄避干涉性强,品种、型号齐全,可实现中心内冷和端面内冷两种冷却方式,满足绝大部分模具的型腔加工。

(二) 液压刀柄的精度
液压刀柄夹持精度非常高,适合各类模具的精加工或半精加工。
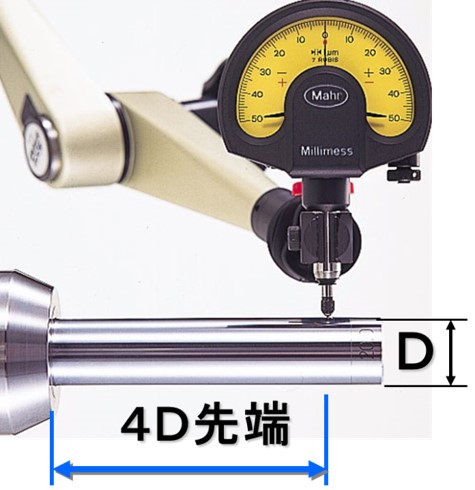
BIG高精度液压刀柄:4倍长径比处跳动在3μm以下
BIG超高精度液压刀柄:4倍长径比处跳动在1μm以下
(三) 液压刀柄的操作
上文提到的工作原理也决定了其精度不易受外界干扰,拥有优良的稳定性和极高的重复定位精度。 只需1根T型扳手即可进行拆装刃具,非常方便。内部可装止位螺丝,方便调整并固定刃具的安装长度,节约对刀时间。

(四) 液压刀柄与热缩刀柄相比较
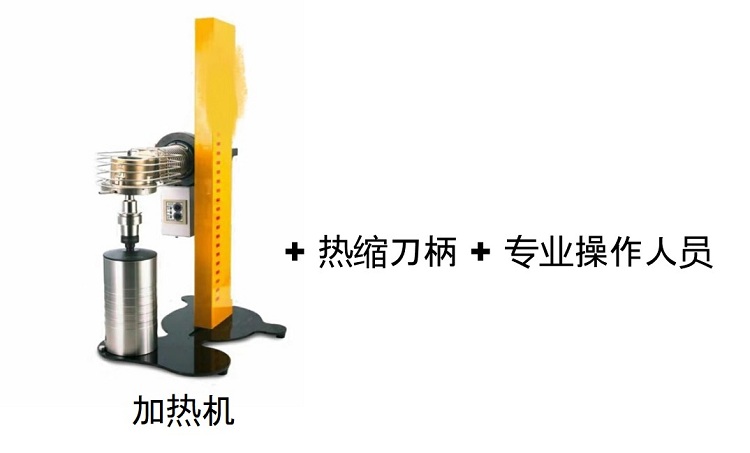
热缩刀柄的原理是利用材料的热膨胀系数差异实现拆装刃具。 与液压刀柄相比,热缩刀柄的制作工艺简单,优势是单价更低,但其突出的劣势也成为制约其市场发展的主要原因,主要体现在:
(1)需配套专用加热机。 市场上的加热机质量参差不齐,而且通用性和易用性均较差,加热不到位则刃具无法取出,过热又会导致加热部位发黑,影响刀柄寿命。一般需要专人操作加热机。如果加热机不能正常工作,将会影响整个生产。
(2)热缩刀柄精度劣化快,寿命和稳定性要比液压低很多。
(3)较难调整刃具长度,需要经常对刀,影响生产效率。
(4)存在一定的安全隐患。
总体来说,热缩刀柄的单体成本低,但后期使用成本及综合成本要高很多。 液压刀柄的单体成本较高,但其在保证加工精度、效率的同时,又大大降低了后期的使用和维护成本,实际综合成本更低。因此,液压刀柄是目前模具型腔加工中的最优选择。
(大昭和精机贸易(上海)有限公司武汉分公司 供稿)

