
武汉易制科技有限公司
武汉易制科技有限公司是一家专业提供3D打印技术综合解决方案的高科技企业。公司以华中科技大学快速制造中心为依托,长期从事3D打印设备研发、生产、销售和服务,是全球第一家生产彩色3D打印+手机应用提供打印服务的高新技术企业。
公司的研发团队成员10余人,其中博士6人,核心研发团队由3D打印领域资深专家蔡道生博士与多名海内外技术创客组成,从事3D打印行业达十年以上,主导研发的产品曾获“中国十大科技进展”、“国家技术发明奖二等奖”、“湖北省科技进步一等奖”等多项荣誉,已掌握多种已商品化的核心3D打印相关技术,包括SLS(选择性激光烧结)、SLM(选择性激光熔化)、SLA(紫外光立体成形)和FDM(熔丝沉积成形)、LOM(薄材叠层实体制造)和投影光固化等多种3D打印技术和三维测量技术。
在深刻研究3D打印行业发展瓶颈和应用市场需求后,研发团队充分利用各方技术和资源,大胆创造,推陈出新,推出了两种颠覆性3D打印技术,即全彩3DP技术打印和大型工业覆膜砂3DP打印技术。

3DP 系列 EASY3DP- 1064
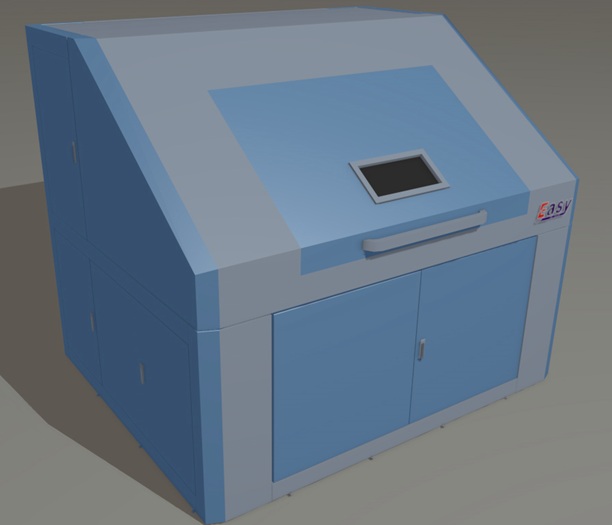
一. 工艺原理
无模铸型制造技术,由武汉易制科技有限公司开发研制,是将快速成型技术应用到传统的树脂砂铸造工艺中的新技术,如图一。其步骤为:首先从零件 CAD 模型得到铸型 CAD 模型,然后对由铸型 CAD 模型转换成 STL 文件进行分层,得到截面图形,再以层面信息产生控制信息。造型时,原砂均匀地与催化剂搅拌并铺设在砂箱,喷头按照截面图形精确地向砂层喷射粘接剂,粘接剂与催化剂发生胶联反应,逐层固化型砂而堆积成型。在成型的过程中,粘接剂和催化剂共同作用的地方型砂被固化在一起,其他地方型砂仍为颗粒态。当前一层型砂完全被固化后,后一层型砂再被铺设并粘接直至所有的层粘接完成,得到一个空间实体。由于截面图形外的型砂未被喷射粘接剂而仍是散砂,因而比较容易清除。当散砂被清理出去,即可得到铸型。在铸型的内表面涂敷或浸渍涂料之后就可以用于浇注金属。
(图一)
优点:
1.1 无需模具,铸型一次成型。
1.2 可实现一体化造型,减少设计约束和机加工量,铸件尺寸精,度易控制。
1.3 型、芯同时成型,提高定位精度。
1.4 无需拔模斜度,减轻铸件重量。
1.5 可以制作任意形状的铸件,尤其是制作复杂以及含有自由曲面的铸件,而且精度高。
1.6 可实现全自动,劳动强度低,对工人技能水平要求低。
1.7 速度快,制造和运行成本低。
1.8 材料可再生回用。
二.设备主要参数
2.1 打印成型尺寸 1000mm×600mm×500mm(大小可定制)
2.2 喷头:工业级喷头,物理精度:360dpi,最高精度:720dpi;喷头宽度;71.9(标配2个;数量可选。)
2.3 系统软件:自主研发Easy3DP(终身免费升级) 支持格式:STL、VRML、3MF
2.4 控制系统:自主研发
2.5 分层厚度: 0.1-0.5mm
2.6 制件精度:+0.2mm(L《200mm)或+0.2%(L>200mm)
2.7 扫描精度 ±0.05mm
2.8 造型速度 ≤100 秒/层
2.9 铸件尺寸精度 优于 CT9
2.10 工作噪音 ≤70dB(A)
2.11 单层墨水消耗量 ≤18g/层(1000×600×500×360DPL)
2.12 单层固化剂消耗量(0.1mm 一层)≈8ml/层
2.13 电源要求: 2相3线,50Hz,380V,10A
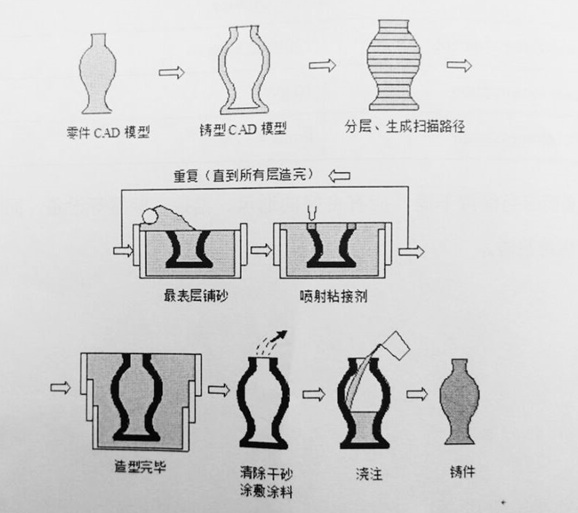
2.14 耗材: 铸造用砂及其成套材料介绍如下表
2.15 机器特点: 快速、经济、长寿命、多材料、台面大
三.系统概述
设备间应当保持干燥,应有良好的通风、温控、除湿等设备,同时要避免灰尘和保持整洁。
3.1 工作环境:
所需工作场地 60m2左右
温度范围 25-30℃
湿度 < 85%
3.2 待机环境
温度范围 5-30℃
湿度 <95%
压缩空气 Pmax=0.7MPa
四.耗材简介
4.1 粘结剂 成分/组成信息

4.1.1理化特性
外观与性状:红棕色液体,有杏仁样的气味。
熔点: -14.63℃
沸点: 170℃
相对蒸气密度(空气=1) :1.10-1.25
饱和蒸气压:0.13KPa(18℃)
燃烧性: 可燃
溶解度:微溶于冷水,溶于热水、乙醇、苯、****、氯仿
闪点: 65℃
爆炸极限:1.8-16.3℃
引燃温度:390℃
4.2 催化剂成分/组成信息

4.2.1 理化特性
外观与性状:棕色液体
沸点:140℃
相对空气密度(空气=1):5.9
相对水密度(水=1):1.4
饱和蒸气压:2.67KPa(140℃)
易燃性:易燃
4.3 清洗剂:无水乙醇
4.4 喷头:进口
4.5 砂
4.5.1 焙烧砂 焙烧砂是将擦洗砂加热到 870℃以上,并具有一定的保温时间,使硅砂充分膨胀实现相变,因此焙烧砂又称相变砂。经相变处理后,不仅使膨胀率大幅下降,而且砂粒中的结晶水、有机污染物、碳酸盐、氧化物等经高温焙烧后被大量清除,因此焙烧砂与擦洗砂相比不仅酸耗值低、灼减量和发气量低,含泥量少,更主要的是膨胀率低。不仅能够减少粘结剂加入量,更能有效防止铸件产生热裂、粘砂等缺陷,提高铸件精度。可生产铸钢件、铸铁件和非铁合金铸件。
4.5.2 CB 砂 耐热:CB 砂的耐热温度为 18250C,可用于各种金属铸造。因此铸造时无需根据不同的金属选择不同的铸造砂。
比重:CB 砂的比重比锆英砂少约 50%,每单位重量可做出多一倍的造型。由于较轻的比重,CB 砂较容易操作。但是也因为不同的比重需要调整粘结剂的添加量。
热膨胀:CB 砂的热膨胀率极低,可用于对尺寸精度要求高的铸造件。
热传导:CB 砂的热传导较低,因此特别的模具设计可能需要较高的热传导率。
流动性:CB 砂为球状体,具有极好的流动性。
粒径范围:宽泛的粒径范围供选择。
化学性质:稳定,对人无危害。
回收方面的耐久性:在 13000C 下加热粉粹测试中,与其它砂相比,CB 砂不易被破坏。所以 CB 砂有很高的耐摩擦性、机械冲击和热冲击,也因此在回收利用时可以有很高的回收量。反复加热情况下的热膨胀稳定性:CB 砂的低热膨胀性与石英砂相比非常明显。在回收中,此特性在过反复使用仍可保持。品质:CB 砂是球状耐热材料,由针状结晶(3A1203.25i02)组成均匀紧密的结构。化学成分和粒径可精确控制,不同于天然砂,可确保一贯的品质。主要应用:铸造砂、高温鼓风炉的耐火架、流动床炉的热媒介、陶器过滤。
4.5.3 月砂
真球度高:填充性强、铸型强度高、低粘结剂用量。
低膨胀率:铸件尺寸精度高、表面光洁度高、高成品率。
高耐磨破碎性:回收再生性好、废物排放少、节能环保。
高耐火度:减少铸造缺陷、提高溃散性。
五.耗材使用
5.1 原料:呋喃树脂、CB 砂、对甲苯磺酸固化剂、磺酸固化剂(醇基)、清洗剂。
5.2 催化剂的使用注意事项
戴橡胶手和防毒面具,套穿防毒服,避免药品与身体接触,液体为强酸性,对皮肤有很强的腐蚀作用,应该时刻注意避免接触皮肤,若不小心接触到液体,应该用大量水冲洗。该液体用塑料制容器密封保存,禁止用金属制容器保存,防止金属容器被腐蚀后引起泄露。
5.3 清洗剂的用途:清洗剂为乙醇,主要用于对喷头的洗涤。
六.应用领域
无模铸型制造技术是将增材制造(3d 打印)原理运用到传统的铸造行业,可以极大地简化传统的铸造生产过程,尤其是单件、小批量生产和新产品的试制开发,能充分适应市场的需求。在各行各业的产品制造以及新产品开发当中,都需要大量地生产内腔、表面复杂的铸件,例如:汽车发动机的缸体缸盖,飞机的大中型复杂金属铸件,各类泵的泵体及叶轮,汽轮机高压壳体,石油防喷器及各类阀体,武器装备中复杂结构的金属零件,火箭导弹上使用的耐热合金件等。采用 3DP 系列产品生产铸件,其尺寸精度、加工余量和表面质量与传统铸造工艺相当或优于,不但可以极大地缩短开发和制造周期,而且还大大降低了生产成本。
七.售后服务与质量保证
7.1 售后培训:安装调试完成后,由乙方负责向甲方于现场提供售后操作与日常维护保养知识专业培训。培训时间为1周。该期间费用承担同安装与调试安排。如若需要继续提供培训,乙方将收取合理的培训费用。
7.2 质保期:自最终验收报告签署之日后12月内。除非正确、非正常使用所产生的问题外,该期间给予免费维修,对设备予以免费保养及维护,但对于正常使用及维护过程中的易损易耗件,不在质保范围之内。
7.3 用户在设备正常使用年限期间并在一年免保期后出现技术问题,工作日期间及时予以响应,并提出解决方案。对此,如需更换易损易耗件或维修维护,按材料费、人工开支等实际发生费用,提供有偿服务。由于甲方人为因素或外部客观原因等非正确使用、非正常使用所导致的问题,也按本条处理。
7.4 在有效的设备使用年限内,对于随机标配软件提供免费升级,但对于跨版本的升级则按实际成本收取升级费用(软件不升级可长期使用)。
7.5 若购方于质保期内需要设备搬迁,乙方同意协助安装调试,但应收取相应的人力资源费用与差旅支出。
7.6 专用设备耗材及零配保证长期供应。

