
扩散焊技术在模具行业中的应用-前沿技术
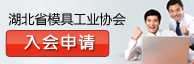
扩散焊是一种固态连接方法,是在一定温度和压力下,使待焊表面发生微小的塑性变形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。
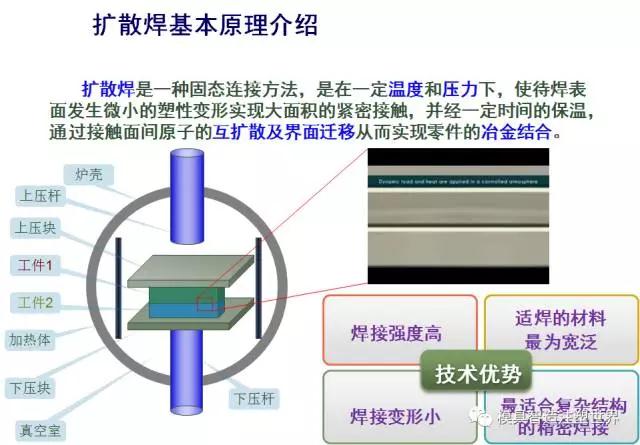
在焊接过程中,首先将工件1、2放入炉体内部,然后通过加热体对工件进行加热,当工件温度达到焊接温度后,通过上下压杆对工件施加一定的压力,并进行保温及保压,在此过程中,焊接界面首先发生塑性变形,使得界面更充分地接触,原子通过界面或体内部进行扩散迁移,最终获得无缺陷的焊接结构,且接头微观组织与母材一致。
扩散焊的上述机理决定了该方法具有独特的技术优势,如:焊接强度高、适焊材料范围广、焊接变形小、特别适用于复杂结构的精密焊接。
正是在扩散焊所具有的独特技术优势的基础上,学者们进一步发展了针对复杂内部结构产品的制造方法,也就是分层实体扩散焊,该方法以层板或薄片做造型,根据设计可在薄板上加工一定的结构,然后将多层薄板叠起装配连接在一起,从而完成实体制造。该方法对于制备金属材料精密内结构零件来说是一种具有极强造型能力的层板器件方法。其具体过程为:1、在设计上,先将复杂内部流道零件进行分层;2、利用腐蚀和机械方法加工出每一层的对应结构;3、将加工后的各层按设计顺序叠放,并利用扩散焊将其连接成为最终零件。
现代模具行业中,为满足产品尺寸精度以及成本控制的要求,对于模具冷却提出了更高的要求,分层实体扩散焊方法凭借其在复杂结构产品制造方面的技术优势,被应用于随形冷却水路的制造领域,其具有5点技术优势,分别为:1 可以基于产品形状及冷却要求进行任意复杂形状的冷却水路设计及制造;2 提高温度均匀性和冷却效率;3 减少成本约15%-60%;4 提高产品质量,减小废品率;5 针对复杂形状产品,扩展传统加工方法无法达到的换热区域。
目前,多数模具冷却水道的制造还是通过钻孔、堵孔的方法完成,针对复杂产品结构,如本图中所示的鼠标、肥皂盒等,无法对冷却水道进行任意设计,以达到更高的冷却效率。
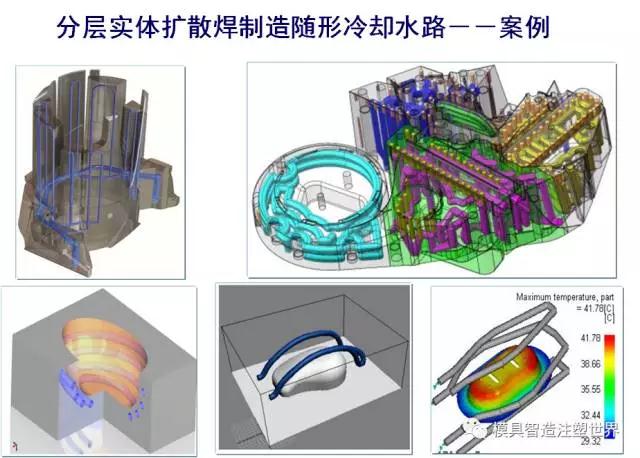
而通过采用分层实体扩散焊制备冷却流道,可以针对产品不同部位的冷却需求,对冷却流道进行针对性的设计,并通过分层实体扩散焊这一制造方法,完成复杂冷却流道的加工。
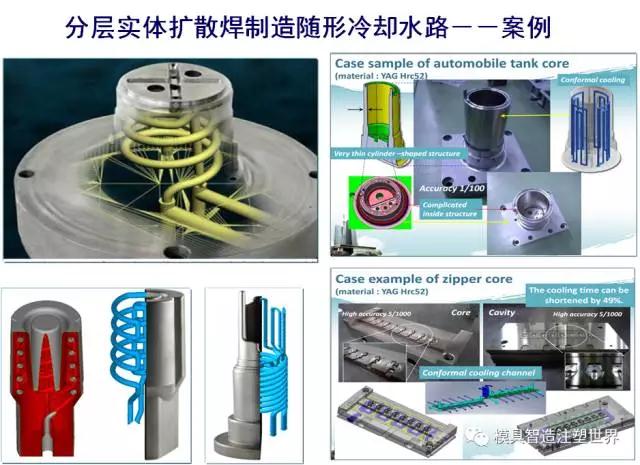
同时针对复杂形式流道(如螺旋流道),传统的制造方法更是可望而不可及,而新的制造方法的发展使得这类产品结构的制造成为了可能,如 :压铸镶件;口红盖注塑模具镶件;汽车水箱核心、拉链式零件核心等。
下面将结合本公司的具体案例,介绍扩散焊技术在随形冷却流道制造中的具体应用。
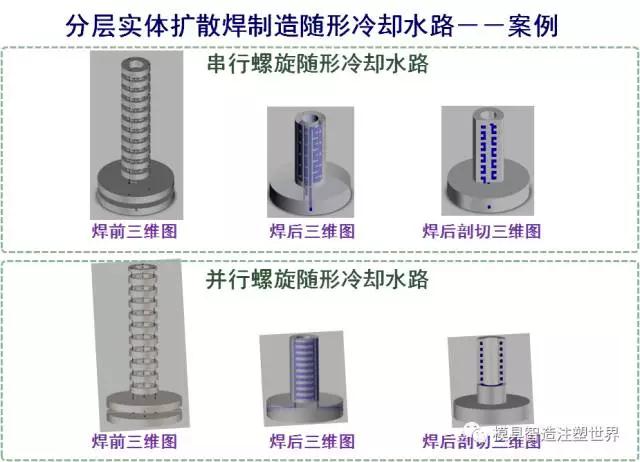
首先以串行螺旋冷却流道为例,该产品由基板、流道板、盖板组成,通过扩散焊的方法实现层板之间的焊接,工作过程中,冷却水可以从基板流入,在流道板内部,沿圆周方向均匀流过该流道板,到达上一层流道板,实现在隔层流道板之间的串行流动,随后到达顶层并最终返回至基板,同样,该结构也可以实现冷却水自上而下的串行流动,起到均匀冷却的作用。
对于并行螺旋冷却流道来说,该产品同样由基板、流道板、盖板组成,通过扩散焊的方法实现层板之间的焊接,在工作过程中,冷却水经内部流道沿圆周方向均匀流过圆柱,起到均匀冷却的作用。
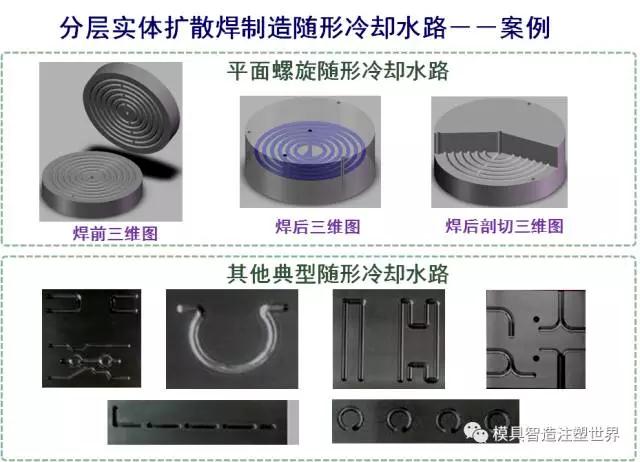
对于平面冷却结构,扩散焊技术可以实现任何复杂流道结构的制造,如定型的平面螺旋结构、半圆弧流道、凸凹流道、平滑转角等结构。

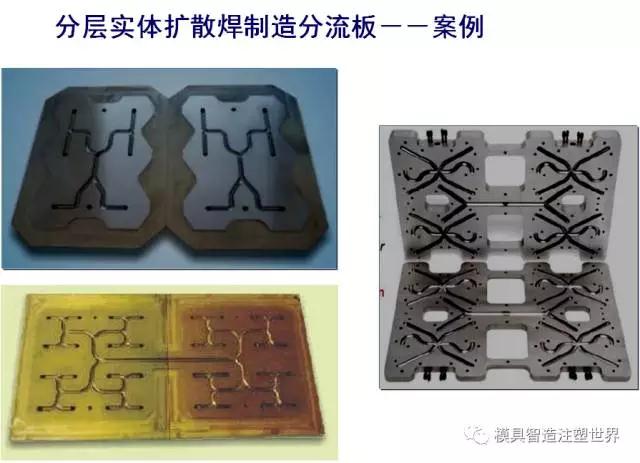
采用分层实体方法制造的热流道分流板已在进口产品中得到了广泛的应用。
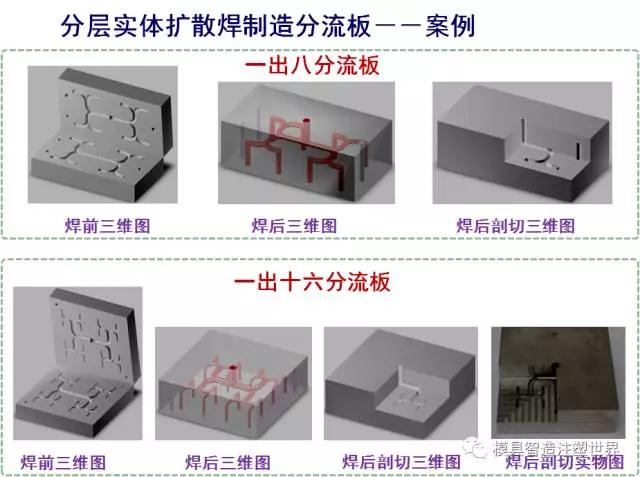
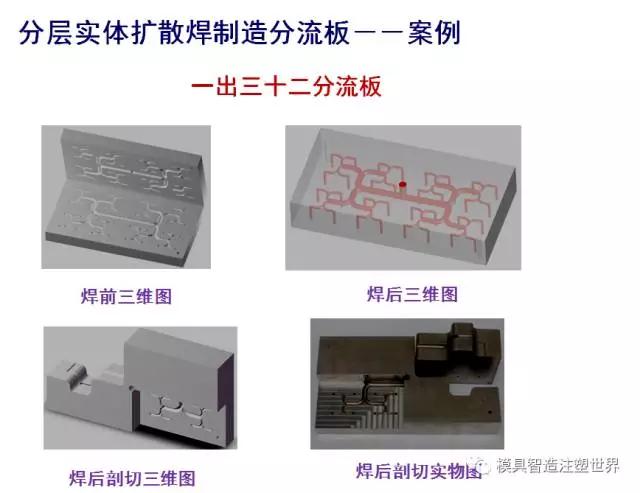
目前已成功解决了分流板分层制造过程中最关键的焊接问题,并对典型产品如一出八分流板、一出十六分流板和一出三十二分流板等)进行了试制。已在分流板焊前加工、焊接工艺、焊后变形等方面积累了大量基础数据,能够很好的协助客户完成扩散焊式分流板的制造。
文章来源于网络

