
���������������ڰ����ģ��ƫ��ӹ�����̽��
����ɽ���� ��
���ս������鳵��װ������˾���ղ�
��ժҪ����Ϲ������飬�����˷����ڰ����ӹ���ģƫ��ӹ��Ĵ���������
1 ����
�����ڰ壬���������нϴ�����֮һ�����в��ϱ�����״���ӡ���Ϊ�ռ����桢�ṹ�ߴ�ϴ���ص㣬�����Խ�����С������ѣ�Ϊ��֤����������ڴ�����ģ���棨���¼��ģ�棩��ʱ���ģ��ѹ��о��������ǿѹ����������ģֻ�������ÿմ���������˵��ģ�洦�����Ǹı���ģ֮��ļ�϶��ʹ������ģ��ʩ�ӵ�ѹ������ģ����������·��䣬������Ƽ���������ģ�ߵij�ѹ�ȶ��ԣ�ͬʱ������ģ��ǿѹҲ���Լ���ǯ������ģ�ߵ�ʱ�䡢����ģ�߳ɱ������������к����ڡ��ڴˣ����Ƚϳ���ĺ������������ҽ���̽�֡�
2 ģ��ƫ�����Ŀ��
�Ƽ���Ҫ��ͨ����ģ��ģ���ó��Σ�������ģ����Ϊ�����ڰ�ģ��ǻ�ϼӹ������Ƽ��Ϻ�ļ�϶�����������ģ֮��ļ�϶�г�ѹ���Ρ�ģ����ǻ��ƫ���ǶԷǻ�����ǻ��ʵʩ�Ƽ��Ϻ����0.1~0.2��mm��ƫ��ӹ���Ŀ���ǶԷǹؼ���ǻ���ȡƫ��ӹ�����������ǯ���������乤�������������ģ�ߵ���Ч�ʣ��Դﵽ����ģ�߿������ڵ�Ŀ�ġ�
3 ����ģ��ƫ��ӹ�����
ģ��ƫ��һ��������ѹ��о���棬ѹ�����ǿ��ư��������Ĺؼ���λ�������ƫ��ӹ�ʱ��Ҫ��ֿ����Ƽ��ij����ԡ���������ʡ��������ε�Ӱ�����������ݲ�ͬ�IJ�Ʒ���͡���Ʒλ����Ʋ�ͬ��ƫ��ӹ�����Ϊ��ʹ����ģ�߳�ѹ�����Ƽ�����Ʒ���ϸ��ʴﵽҪ���Ҽ����кϹ�ʱ���Ժ���ģ�߽���ģ�洦����
�������ǶԺ���ģ��ģ�洦���ķ������н��ܡ�
3.1 ����ǰ����һ���Լ��
����ģ��ÿһ�����ܲ�ͬ���������������ߡ�����ʱ��Ҫע�����¼������⣺
��1�����ߡ�����ǰ��������Ƿ���档
��2����ѹ�����Ƿ���ڸ��ǡ�
��3���������Ƿ�λ��
��4��ע���Ƽ����ࡣ
3.2 ģ�Ĵ���
Ϊ��ʹ�Ƽ��ܹ����õ��ں���ģ���Ϸ��Ͳ��Ҽ����к�ʱ�䣬�Ժ������R�DZ��ô�������������Ҫԭ�������¼�����
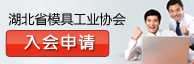
��1��һ�㰼RԲ�����µ���ΪR-2mm��RԲ�����µ���ΪR+2mm����ͼ1�д�������ԭ����R�R15mm��R��3mm�İ�Բ�Dz����ܿմ�������
��2�����ܵ�̨Ĩȥ����̨���ƫ��0.5mm�ÿգ���֤�����ܹ��ӹ���λ���Լ���ǯ���к�����
��3�����ж�λ���ܵĴ����治������λ�ס�������̨�ײ�����
��4��Ϊ��֤ģ�߹���ʱ�Ƽ������Σ�ƫ�Χ�ڵ����Dz����ÿա�
��5���ܿմ���ʱע��ʵ�壬�ܿ����ϴ�����ҪͿɫ��ע��
3.3 ѹ��о�Ĵ���
����ѹ��о��Ҫ���й�����ǿѹ���ǹ������ܿմ�����
��1��ǿѹ���Ļ��ּ�ע�����
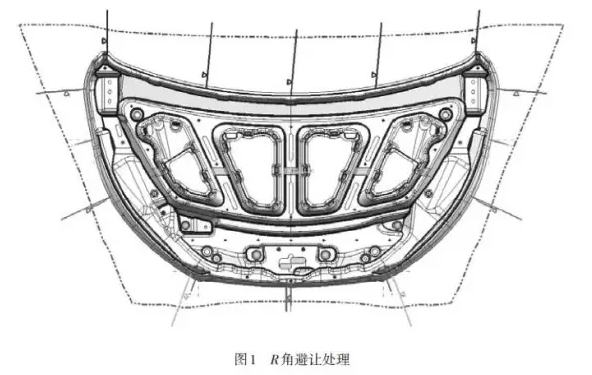
a.�ޱ�ǿѹ��20mm����������30mm�����1��ʾ��
b.����ǿѹ��50mm������ǿѹ��50~60mm�����2��ʾ��
c.��ʵ����������ϴ������ܵ���������ڿմ���������5~8mm�����ӣ��ڿ������м����������������������桢б�����ÿա�
d.ѹ��о�ڿպ�Ҫ��ʵ��Աȣ���ֹ�����ڿ�ʹʵ��ǿ�Ƚ���������ӹ���ǿ�ȸ��������������������ʱģ�߶��ѡ�
��2��ѹ��о��϶�������ݡ�
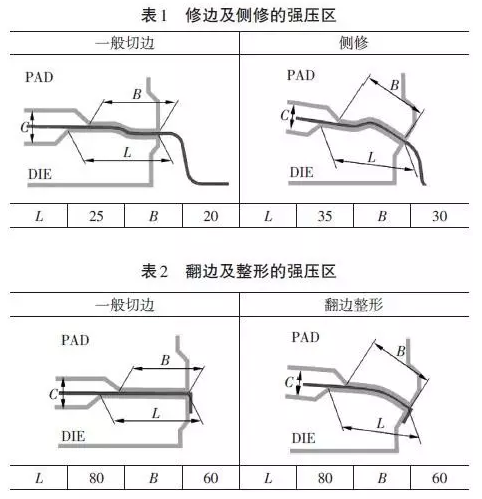
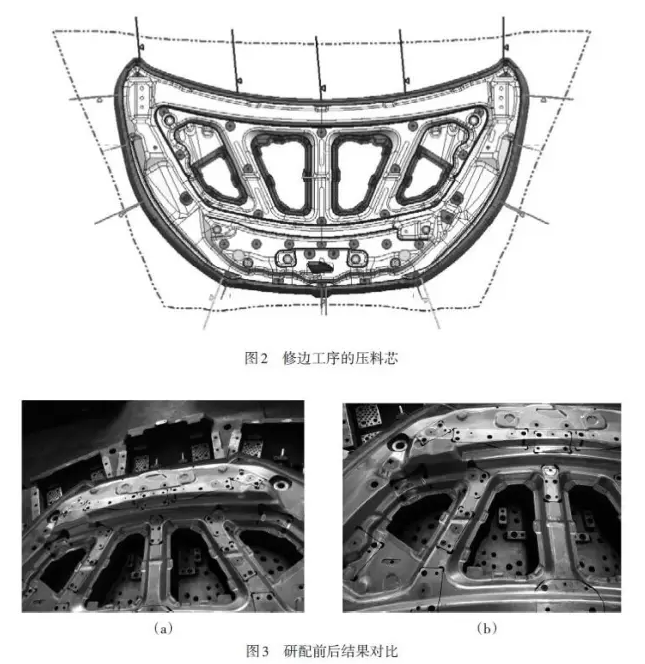
a.�ޱ߹���ѹ��о����ͼ2��ʾ������Ȧ�ޱ��߷�Χ20mm����0.2mmǿѹ���ڵ�����������νϴ��м��ޱ߳����ǿѹ0.25mm����С����ƫ���ÿ�0.5mm������������С����̨����������������2mm�ÿ�����ƽ���������ÿ�����������˳���ɣ���ǯ�����������ͼ3��ʾ��
b.��������ѹ��о����ͼ4��ʾ��������ͼ��ʾ�����������ģ�ߣ����ڹ����߱Ƚ϶�������Ƚϸ��ӣ������Dz���������ǿѹ���ԣ����巽�����£�����Ȧ������60mm��б��ƫ����0.25mmǿѹ�� ��ѹ��о������Z�����ƶ�0.07mm�����ڱ��ָʾ���б������ʱ��ѹ��о�����������0.07mm����ǯ�����������ͼ5��ʾ��
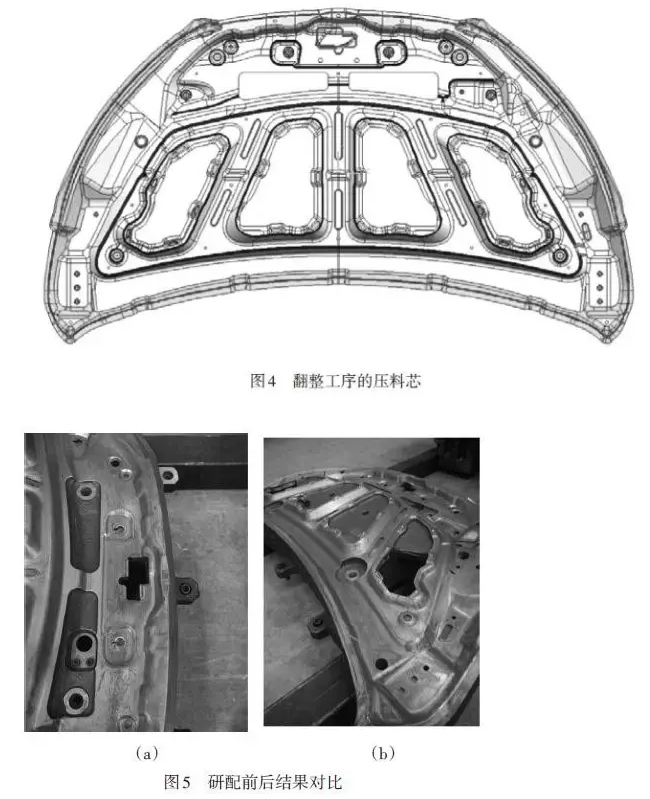
3.4 ���顢������鴦������
��1��������顣
������鴦��������Լ�����������������ƫ��0.1mm���ɣ���������������̲���ֱ�ӽ���϶����Ϊ0.9���Ϻ�
��2��������顣
�ڴ������������ɫʱҲҪ������ɫ�ȼ����кϴ��ۣ����ѹ����ֱ��ƽ��������ɫ��Ϊ�˴ﵽ��һĿ�ģ��ڴ���ʱһ��Ҫ����������0.1mm��ƽ������0.2mm��
4 ������
�ο�����ģ�߳��ҵ���������ں���ģ��ģ������ʱ������ƫ��ӹ����죬����Էǹ���������д�����ܿգ�ʹ�û�е�ӹ��ﵽ�ܿյ�Ч����ͬʱ���ٻ��ӹ��ӹ�ʱ�䡣
���dz�����ģ��ƫ���������������ڴ�����ܿշ�������̽���С���ǰƫ��ӹ��ķ�������ģ����������н��и��ٺ��ܽᣬ�������������뵽����У���ǰ�ھͼ���ģ�ߵ����������ͨ���Զ��������Ŀ�ĺ���ģ�߽���ƫ��ӹ��������ʾǯ��������Ч���������ʱ������٣�ģ�ߵ������������̡������������������ˣ��˵IJ������ˣ��������ĥ��������ˣ�ģ�ߵ�Ʒ��Ҳ���˺ܴ����ߡ�
������Դ����������

